Предназначена для механической очистки вращающимися щетками оси и дисков колесных пар типа РУ950 грузовых, пассажирских вагонов, электропоездов.
Камеру очистки колесных пар
Систему автоматического управления
Время очистки колесной пары, мин.
3–7
Диаметр колесной пары (по кругу катания), мм
850–950
Частота вращения колесной пары, об/мин
10
Установленная электрическая мощность, кВт
12,6
Металлические щетки для очистки оси и дисков колесных пар:
— частота вращения щеток, об/мин
450
Давление воздуха, МПа
0,4–0,6
Габаритные размеры
приведены на схеме
Масса машины, кг
4200
Камера очистки колесных пар проходного типа включает узлы верхних и нижних щеток, привод вращения колесной пары, привод подъема дверей, патрубок для отсоса пыли. Узел верхних щеток включает две пары вращающихся щеток, предназначенных для очистки дисков колес. Щетки прижимаются к поверхности дисков с регулируемым усилием с помощью пневмоцилиндров. Узел нижних щеток предназначен для очистки оси колесной пары. Он состоит из двух вращающихся щеток, установленных под углом и повторяющих профиль оси колесной пары. Специальное устройство с пневмоприводом обеспечивает подвод щеток к оси колесной пары и регулируемое прижатие в процессе очистки. Верхние и нижние щетки набираются из одинаковых серийно выпускаемых щеточных дисков диаметром 320 мм. Привод вращения колесной пары: колесная пара устанавливается на четырех опорных роликах, два из которых являются приводными. Система автоматического управления обеспечивает в автоматическом режиме очистку колесной пары, ее выталкивание из камеры, а также управление каждым механизмом машины в наладочном режиме при пусконаладочных работах, ремонте, профилактическом обслуживании и в других необходимых случаях.
Грязная колесная пара закатывается в камеру. Оператор нажимает на пульте управления кнопку «ОЧИСТКА». Закрываются двери камеры и начинается процесс очистки. Щетки перемещаются в рабочее положение, запускаются электродвигатели привода вращения щеток и привода вращения колесной пары. Длительность очистки задается при помощи реле времени. По истечении заданного времени все электродвигатели отключаются, щетки разжимаются и возвращаются в исходное положение. Двери камеры открываются, колесная пара выкатывается из нее. Цикл завершен, машина готова к приему следующей грязной колесной пары.
Машина должна быть в отапливаемом производственном помещении, где температура окружающего воздуха находится в пределах +10…+35°С. Камера очистки должна быть соединена с вытяжной вентиляцией. Камера устанавливается в приямке глубиной 400 мм.
Источник статьи: http://www.irtrans.ru/catalog/optional-equipment/gruzovyie-vagonyi/mashina-dlya-suxoj-ochistki-kolesnyix-par.html
Сухая очистка колесной пары грузового вагона
Обязательная очистка колесных пар вагонов проводится, когда нужен плановый осмотр подвижного состава. Не обойтись без нее и при замене деталей. Процедура необходима, поскольку работа при капитальном ремонте колесной пары или ее осмотре предусматривает чистоту поверхности.
Как осуществляется очистка колесных пар?
Способов очистки существует несколько. И если вас интересует, во сколько обойдется капитальный ремонт колесной пары, цена планового осмотра, то учитывайте не только стоимость процедуры. Дешевые методы часто обходятся дороже из-за многочисленности этапов работ и временных затрат.
Механический способ
Очистка колесных пар вагонов происходит после их демонтажа на специально предназначенной площадке.
Методы механической очистки:
Механизированный метод
Применяют переносные устройства, стационарные станки с металлическими щетками. Грязное оборудование помещают в камеру и запускают процесс. Но из-за быстрого износа металлических щеток поверхность остается частично необработанной. Это требует дополнительной ручной зачистки при помощи различных скребков, шлифовальных шкурок и прочего.
Дробеструйные очищающие комплексы
Такие установки очистки колесных пар используют для пневмоабразивного (дробеструйного) воздействия: поверхность обрабатывают металлическими частицами, измельченным гранитом или иными абразивными материалами. Недостаток в том, что нужно вручную убирать остатки абразивных материалов.
Чистка водой и паром
Гидродинамическую очистку проводят водой под давлением при помощи брандспойтов или специализированных вагономоечных комплексов. Для пароводоструйной очистки поверхности применяют установки, нагревающие струю до 90–100°С. При этом варианте могут оставаться частицы труднорастворимых загрязнений.
Шлифование и полировка поверхности
Оборудование чистят на шлифовальных станках с абразивными кругами либо при помощи механизированных инструментов и пневматических зубил. Шлифуют детали войлочными или фетровыми кругами с использованием шлифовальных порошков. Для полирования применяют мягкие войлочные или суконные круги и полировальные пасты.
При использовании механических способов капитальный ремонт вагонов, ремонт колесной пары или запланированный осмотр оборудования отнимает много времени и сил. Качественно очистить детали без разборки не получится и в большинстве случаев нужна дополнительная ручная очистка. По этой причине капитальный ремонт колесной пары потребует больше времени.
Физико-химический метод
Для этого метода применяют активные моющие растворы. Выполняют его при помощи струйных и мониторных моечных машин, сочетая с гидродинамическими методами. Для обмывки поверхностей применяют мойки нескольких типов, используя моющие растворы. Затем детали ополаскивают струей горячей или холодной водой под высоким давлением.
В этом случае осмотр и капитальный ремонт колесных пар предприятия осложняется за счет использования токсичных очищающих растворов. Необходимо обеспечить условия защиты рабочего персонала и проводить очищение растворов от грязи.
Криогенная сухая очистка колесных пар
Сухая очистка колесной пары или криогенный бластинг выполняется с помощью сухого льда:
из аппаратного контейнера в сопло пистолета сжатым воздухом подаются гранулы твердой углекислоты со скоростью 300 м/с;
в результате взаимодействия углекислого газа и сухого льда происходят микровзрывы на поверхности деталей;
слой загрязнений становится хрупким и легко отходит;
лед превращается в газ и испаряется без остатка.
При криогенной очистке не остается частиц абразива. Двуокись углерода абсолютно нетоксична, не подвержена воспламенению и не проводит электричество. Очищенная поверхность не требует обезжиривания. К тому же не нужно разбирать оборудование: гранулы проникают в самые труднодоступные места, не повреждая поверхности.
Весь процесс выполняется за один заход, поскольку не нужно размачивать застарелые загрязнения или полировать плохо обработанную поверхность. Плюс – оборудование не греется и намокает. Капитальный ремонт колесных пар грузовых вагонов можно начинать сразу, не дожидаясь высушивания или охлаждения оборудования. Скорость очистки сухим льдом минимум в два раза выше, чем при обычных методах.
Если вам важны быстрые сроки капитального ремонта колесных пар и качественная очистка, обращайтесь в ЖВРЗ ООО «Экспресс». Мы обладаем необходимой сертификацией для обслуживания ж/д транспорта и соблюдаем международную систему стандартов качества ISO 9001-2009. Работаем для Украины, СНГ, ближнего и дальнего зарубежья.
Для подробной консультации звоните нашим специалистам: (04332) 200-10, (043332) 200-28.
Источник статьи: http://vrz-ekspres.com.ua/article/metody-ochistki-kolesnyh-par-podvizhnogo-sostava
УСТАНОВКА СУХОЙ ОЧИСТКИ КОЛЕСНЫХ ПАР ГРУЗОВЫХ ВАГОНОВ УСО-ТК
УСТАНОВКА СУХОЙ ОЧИСТКИ КОЛЕСНЫХ ПАР ГРУЗОВЫХ ВАГОНОВ УСО-ТК
Установка УСО-ТК предназначена для выполнения технологической операции по сухой очистке колесной пары при ее подготовке к текущему, среднему и капитальному ремонту.
Очистка колесной пары производится в автоматическом режиме, при этом производится очистка следующих зон ее элементов:
— средняя часть оси;
— колесный диск с двух сторон;
— предподступичная часть оси.
Установка сухой очистки колесных пар проходного типа состоит из камеры с подъемными дверями и системы автоматического управления. В камере на раме смонтированы механизм подъема, механизмы чистки, механизм привода вращения и выталкиватель колесной пары, механизм подъема дверей. Привод механизмов подъема, прижима, подачи щеток и выталкивателя — пневматический. Привод вращения щеток и приводного ролика — электрический. Все электродвигатели и пневмоприводы механизмов вынесены из рабочей зоны камеры. Предусмотрена возможность присоединения установки к системе вытяжной вентиляции. Для чистки используются щетки промышленного производства.
Работа установки:
— В режиме ручного управления колесная пара закатывается в камеру установки, после чего закрываются двери.
— В автоматическом режиме колесная пара поднимается в рабочее положение, к ободу колеса прижимается приводной валок.
— Включаются электродвигатели приводов вращения валка и щеток.
— Щетки перемещаются в рабочее положение.
— Щетки для чистки средней части оси и дисков колес получают возвратно-поступательное движение.
— После окончания цикла очистки электродвигатели отключаются, щетки и приводной валок отводятся в исходное положение.
— Колесная пара опускается.
— Включается сигнализация окончания очистки колесной пары.
— В режиме ручного управления двери камеры открываются, колесная пара выталкивается из нее.
— Цикл завершен, установка готова к приему следующей колесной пары.
Источник статьи: http://texnokom-nn.ru/katalog/kolesno-rolikovyi-uchastok/ustanovka-suhoj-ochistki-kolesnyh-par-gruzovyh-vagonov-uso-tk/
Методы очистки колесной пары подвижного состава
Рубрика: Технические науки
Дата публикации: 08.03.2017 2017-03-08
Статья просмотрена: 2606 раз
Библиографическое описание:
Семенова, М. М. Методы очистки колесной пары подвижного состава / М. М. Семенова, А. В. Карпов. — Текст : непосредственный // Молодой ученый. — 2017. — № 10 (144). — С. 92-94. — URL: https://moluch.ru/archive/144/40275/ (дата обращения: 06.03.2021).
Колёсные пары, рисунок 1, относятся к ходовым частям и являются одним из ответственных элементов вагона. Они предназначены для направления движения вагона по рельсовому пути и восприятия всех нагрузок, передающихся от вагона на рельсы при их вращении. Работая в сложных условиях нагружения, колёсные пары должны обеспечивать высокую надёжность, так как от них во многом зависит безопасность движения поездов. Поэтому к ним предъявляют особые, повышенные требования Госстандарта, Правила технической эксплуатации железных дорог, Инструкция по освидетельствованию, ремонту и формированию вагонных колёсных пар, а также другие нормативные документы при проектировании, изготовлении и эксплуатации. Конструкция и техническое состояние колёсных пар оказывают влияние на плавность хода, величину сил, возникающих при взаимодействии вагона и пути, и сопротивление движению.
Рис. 1. Колесная пара
Работая в современных режимах эксплуатации железных дорог и экстремальных условиях окружающей среды, колёсная пара вагона должна удовлетворять следующим основным требованиям: обладать достаточной прочностью, имея при этом минимальную необрессоренную массу с целью снижения тары подвижного состава и уменьшения непосредственного воздействия на рельсовый путь и элементы вагона при прохождении неровностей рельсовой колеи; обладать некоторой упругостью, обеспечивающей снижение уровня шума и смягчение толчков, возникающих при движении вагона по рельсовому пути; совместно с буксовыми узлами обеспечивать, возможно, меньшее сопротивление при движении вагона и возможно большее сопротивление износу элементов, подвергающихся изнашиванию в эксплуатации.
Колёсные пары за время своей службы подвергаются осмотру под вагоном, обыкновенному и полному освидетельствованию, а также освидетельствованию с распрессовкой колёсных центров и зубчатых колёс. Перед любым видом ремонта, колесная пара подвергается очистке от краски, грязи и ржавчины. Очистка обеспечивает подготовку поверхностей колесных пар для выполнения дефектоскопии и обработки их в процессе ремонта. Очистка и осмотр осуществляется после выкатки колесных пар из-под тележки в обмывочном отделении или на специальной площадке.
Механический способ — используют средства механического воздействия, а также силу струи сжатого воздуха, воды, пара, песка, дроби и т. д. Механическая очистка может производиться ручным и механизированным методами.
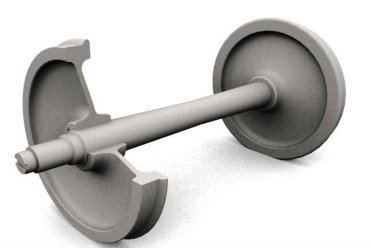
При механизированном методе очистки [1] используют переносные пневматические или электрические машинки, иногда с гибкими валами, и стационарные шлифовально-полировальные станки, где рабочим инструментом являются металлические дисковые и торцовые щетки, рисунок 2, шарошки, шлифовальные круги и иглофрезы.
Рис. 2. Установка для сухой очистки осей колесной пары
Механическая очистка вращающимися щетками оси и дисков колесных пар, рисунок 3. Грязная колесная пара закатывается в камеру. Оператор нажимает на пульте управления кнопку «ОЧИСТКА». Закрываются двери камеры и начинается процесс очистки. Щетки перемещаются в рабочее положение, запускаются электродвигатели привода вращения щеток и привода вращения колесной пары. Длительность очистки задается при помощи реле времени. По истечении заданного времени все электродвигатели отключаются, щетки разжимаются и возвращаются в исходное положение. Двери камеры открываются, колесная пара выкатывается из нее.
Рис. 3. Общий вид автоматизированного комплекса для очистки колесных пар
Однако состояние поверхности после очистки не удовлетворяет требованиям ТИ 07.16–98 и РД 07.37–2993. Стойкость инструмента (металлических щеток) крайне низкая, высокая трудоемкость изготовления щеток. Низкое качество поверхности обработанных изделий объясняется высокой и неконтролируемой скоростью износа щеток. В результате вводят дополнительные операции контроля и ручной зачистки необработанных участков, что значительно увеличивает трудоемкость и продолжительность операции, нарушает такт работы автоматизированного комплекса.
Дробеструйную (пневмоабразивную) очистку выполняют с помощью дробеструйных аппаратов. В этом случае поверхность обрабатывают металлической дробью или другими абразивными материалами. Для обработки применяют стальную или чугунную дробь с острыми гранями размером 0,8–2,5 мм в зависимости от диаметра насадки. Используют также металлический песок, измельченный гранит, зерна корунда, стеклянные шарики и др. Недостаток данного метода — необходимость убирать абразивный материал после очистки.
При ручном методе очистку выполняют различными скребками, металлическими щетками, шлифовальными шкурками, ветошью и др.
К механическому способу относятся:
− гидродинамическая очистка, которую выполняют водой под давлением (5–15 МПа) с помощью брандспойтов или мониторных (гидромониторных) универсальных и специализированных вагономоечных машин и комплексов. Пароводоструйную очистку поверхности выполняют парогидравлической струей температурой 90–100°С под давлением 0,5–2,0 МПа с помощью специальных установок.
− шлифование и полирование поверхности — очищают абразивными кругами на шлифовальных станках или механизированным переносным инструментом и пневматическими зубилами. Шлифование выполняют эластичными войлочными или фетровыми кругами с нанесением на их рабочие поверхности шлифовальных порошков, а для полирования используют мягкие эластичные круги из тонкошерстного войлока, сукна, фланели и других мягких тканей с применением полировальных паст.
Физико-химический способ — основан на использовании активных моющих растворов и широко применяется в струйных и мониторных моечных машинах в сочетании с методом гидродинамической очистки. Для обмывки колесных пар применяются моечные машины нескольких типов, в которых используется моющие растворы с последующим ополаскиванием или горячая, либо холодная вода под высоким давлением струи (для мойки колесных пар с буксами), без моющих растворов.
При данном способе используются токсичные растворы, что требует создания условия для защиты обслуживающего персонала, и необходима очистка растворов от грязи.
Наиболее эффективным методом очистки является криогенный бластинг — очистка сухим льдом. Криогенный бластинг, благодаря своим преимуществам перед другими видами очистки, получил в настоящее время широкое распространение. Сжатый воздух подает гранулы твердой углекислоты из контейнера аппарата в сопло пистолета со скоростью 300 метров в секунду. Скорость получается внушительной, практически на уровне скорости звука. Объем углекислого газа, полученного в результате испарения, в 800 раз больше объема сухого льда, и столь быстрая сублимация гранул приводит к микровзрывам при контакте с поверхностью, что приводит к удалению загрязнений. Ударяясь о поверхность, гранулы двуокиси углерода моментально охлаждают ее верхний слой, благодаря чему слой загрязнения становится ломким и хрупким и гораздо легче отходит от поверхности. Использованный сухой лед переходит в газ и полностью испаряется. Таким образом, не требуется утилизировать остатки использованного абразива, как например, при пескоструйной очистке.
Двуокись углерода совершенно нетоксична, не воспламеняется и не проводит электричество. Вещество не имеет запаха, цвета и вкуса. Поверхность после чистки совершенно обезжиренная.
Достоинства [2] криогенного бластинга:
− экологически безвредная очистка — никакой химии, только лед, который моментально испаряется и не требует утилизации;
− нет необходимости делать разборку колесной пары, которую следует очистить. Очистка возможна без разборки, на которую уходит много времени.
− оборудование не нужно сушить или охлаждать, оно сразу готово к работе;
− высокий уровень качества очистки — гранулы проникают в углы, щели и другие труднодоступные места (например, предподступичная часть оси колесной пары), куда обычно при ручной очистке очень тяжело залезть тряпкой или щеткой;
− оборудование не намокает, отсюда следует, можно производить очистку даже электрооборудования или других элементов, которые не переносят контакта с водой;
− отсутствие абразивных и коррозийных элементов — поверхность при очистке не повреждается, не истончается и не ржавеет после контакта с сухим льдом;
− высокая скорость очистки — чистить сухим льдом быстрее как минимум в 2 раза, чем при традиционных способах очистки. Работу не нужно разделять на этапы, например, размачивать грязь или полировать поверхность после очистки. Все это делается за один заход;
− мобильность оборудования, которое генерирует и подает под давлением гранулы сухого льда.
Технология производства и ремонта вагонов. Мотовилов К. В., Лукашук В. С., Криворудченко В. Ф., Петров А. А.; Под ред. Мотовилова К. В. — М.: Маршрут, 2003 г.
Метод струйной очистки сухим льдом / Ларин Р. Н. Судостроение 2010. — № 1. с. 55–58.
Источник статьи: http://moluch.ru/archive/144/40275/