- Что такое ацетоновая баня
- Ацетоновая баня за пару часов и 200р.
- Подпишитесь на автора
- Подпишитесь на автора
- Вот почему не стоит делать постобработку ABS ацетоном.
- В теории.
- А на практике?
- Методика и результаты:
- Быть или не быть?
- ДХМ баня. Обработка ацетоном.
- Подпишитесь на автора
- Подпишитесь на автора
- Ацетоновая баня. С подогревом и циркуляцией. Часть 2
- Подпишитесь на автора
- Обработка парами ацетона.
- Подпишитесь на автора
- Вот почему не стоит делать постобработку ABS ацетоном.
- В теории.
- А на практике?
- Методика и результаты:
- Быть или не быть?
Что такое ацетоновая баня
Ацетоновая баня за пару часов и 200р.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
3. Коробка за 130р. на 3.4л. из ашана.
5. Пробник ПНД от ПП вот тоже пригодился) 2мм отв., концы паяльником. Кстати надо будет чуть пошире их разнести, а то доску неудобно вынимать.
6. Двухслойное бумажное полотенце. Может впитать где то до 10мл. Лью в районе 8-ми. Большие детали еще не парил.
При комнатной температуре достаточно пары часов.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Вот почему не стоит делать постобработку ABS ацетоном.
В интернете часто можно наткнуться на упоминания о том, как кто-то укрепляет распечатанные на 3D принтере детали поместив их в ацетоновую баню.
В теории.
А на практике?
Методика и результаты:
После чего, детали помещались на специальный тестовый стенд, в котором растягивались до разрушения.
В случае с крюками, которые нагружались вдоль слоев, сглаживание ацетоном дало небольшой прирост прочности. Такие крюки выдержали среднюю нагрузку 19,5 кг., против 17,8 кг. у необработанных деталей.
При нагрузке поперек слоев, результат получился обратный. Необработанные детали выдержали в среднем 34,7 кг., в то время, как обработанные 28,7 кг.
Быть или не быть?
С полной версией испытаний на английском языке можно ознакомиться на канале CNC kitchen:
ДХМ баня. Обработка ацетоном.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Здравствуйте, дорогие друзья.
В этом видео я покажу Вам обработку ацетоном деталей из ABS и HIPS пластика в дихлорметановой бане объёмом 22 литра.
Предварительно прогреваем баню в течение 10 минут, устанавливаем детали на подложку и заправляем в испаритель ацетон 20+15=35 мл.
Синяя деталь сделана из ABS, белая из HIPS. HIPS – это пластик с бОльшим содержанием стирола по сравнению с ABS.
Предварительно обработав детали механическим способом и загладив обработанные места с помощью х/б салфетки, смоченной в ацетоне (на видео этого нет), устанавливаем детали в контейнер на подложку, закрываем крышку и включаем баню.
В конструкции ДХМ-бани предусмотрены защёлки для более плотного прилегания крышки.
Через 30 минут проверяем результат.
Прошло 30 минут.
Весь ацетон испарился, визуально деталь из ABS готова, а из HIPS под вопросом. Открываем крышку. Так как ацетон испарился, процесс образования паров закончился, а оставшиеся пары в контейнере не приведут к значительному воздействию на поверхность деталей.
Заметим, что если в испарителе ещё оставался бы ацетон, то открытие крышки остановило бы процесс, тем самым не позволив испортить деталь.
Ждём 10 – 20 минут, баню не выключаем.
деталь из ABS получилась отлично, а деталь из HIPS подверглась менее значительному воздействию парами ацетона.
Я намеренно показал результат одновременной обработки двух разных пластиков, для того чтобы продемонстрировать, что для разного пластика (от разных производителей) требуется подбирать различные параметры. Встречается ABS пластик с высоким содержанием стирола, и результат обработки будет схож с результатом обработки белой детали.
Спасибо за просмотр, ставьте лайки/дизлайки, пишите комментарии и подписывайтесь на мой канал.
До новых встреч, друзья, с вами был Роман.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Ацетоновая баня. С подогревом и циркуляцией. Часть 2
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Всем доброго дня
Все детали были распечатаны, устройство собрано.

Использовалась обычная прошивка Marlin (c нашего 3D-принтера). В начала немного по возился с настройкой, выбрав 1 экструдер и теплый стол, но настроить не удалось, так как ардуино в этом режиме пытается сначала нагреть стол, а потом уже экструдер. Потом вспомнил, что есть режим работы с двумя экструдерами, после его включения все заработало как нужно.
Затем настроил в самой прошивке, отдельный профиль для быстрого включения: экструдера на 90 градусов, а вентилятор на 40 единиц (оптимальный режим работы вентиляторов).
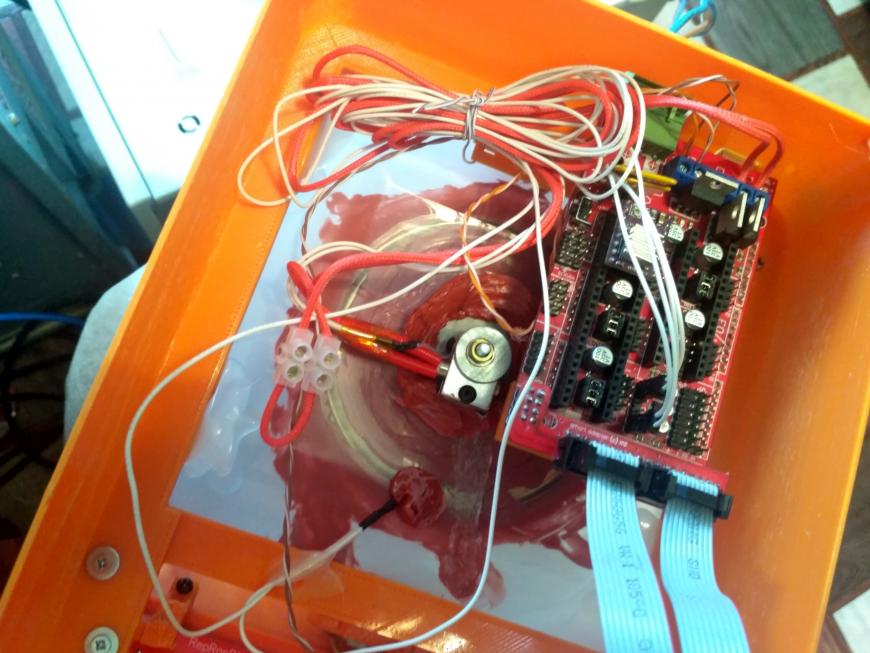
Вид устройства и дополнительные фото




На фото видно клеммник, он нужен для последующего апгрейда, в этом месте будет установлен термо-предохранитель. Это необходимо для безопасности, для тех случаев если что-то случится с ramps или arduiono, необходимо выключать нагревательный элемент в случае превышения температуры в 150 градусов. Его уже установит сам заказчик ацетоновой бани.
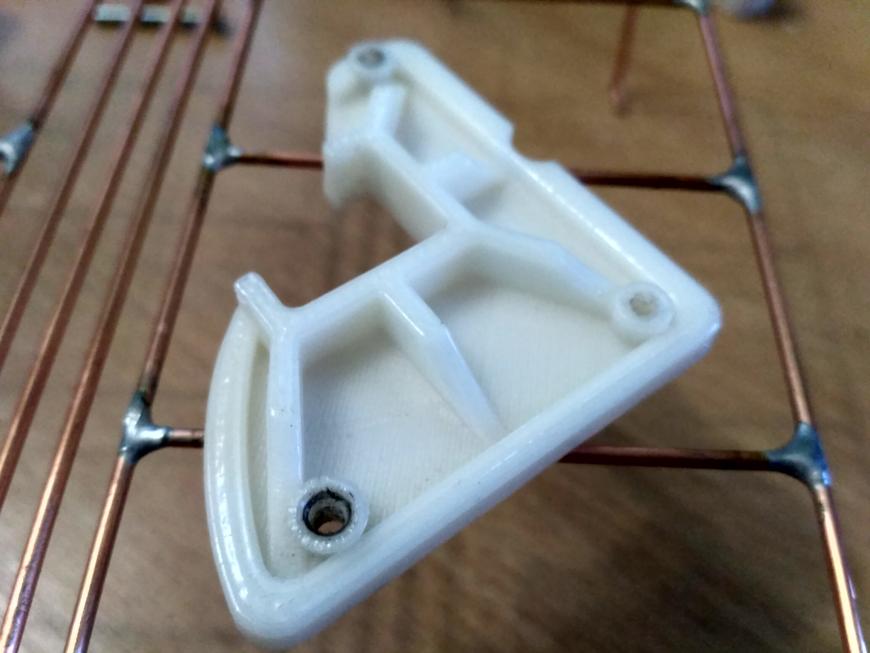
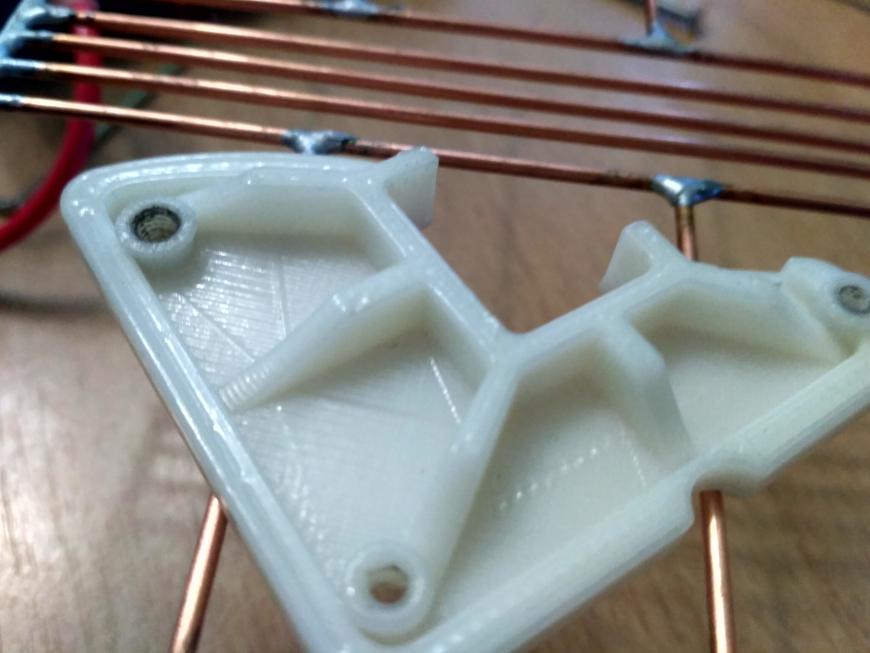
Для тестирования я использовал деталь от старого ZAV распечатанную из ABS, далее фото детали до обработки в ацетоновой бане:

На фото отчетливо видно лесенку на ребрах усиления.
Ацетоновая баня была включена на температуру термоблока 120 градусов и залито около 80 мл ацетона. За время процедуры около 30 минут весь ацетон испарился из емкости.
Далее фото после обработки:
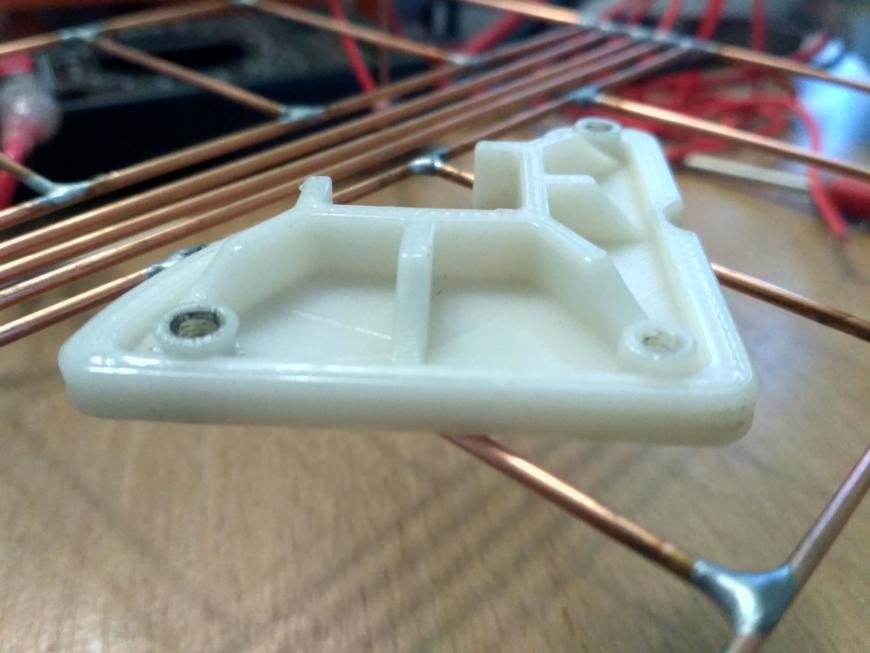
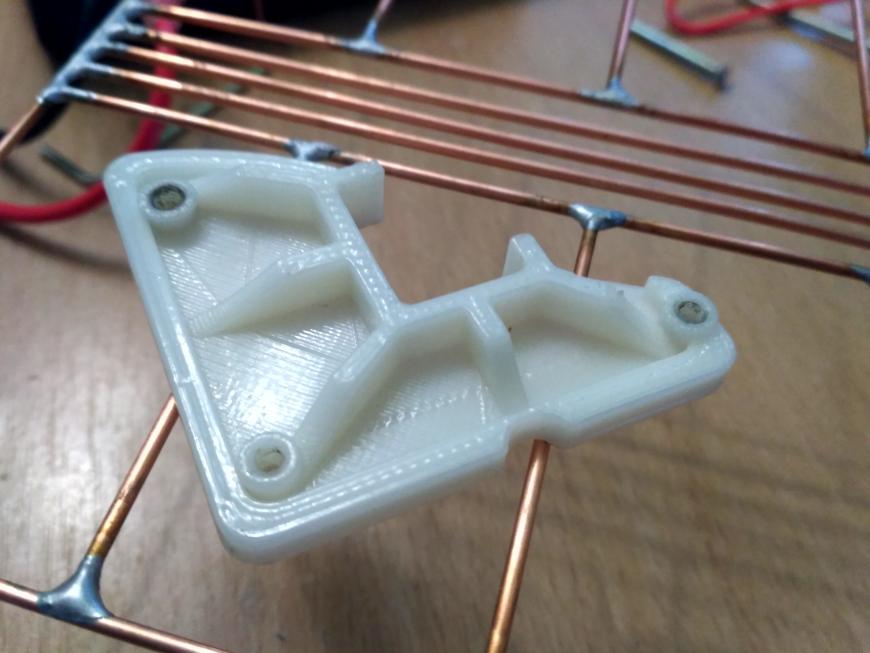
На фото хорошо видно результат работы бани, практически исчезла лесенка и поверхность детали стала глянцевой.
Устройство получилось вполне работоспособное и по функциональности не уступающее заводским аналогам. За достаточно короткое время можно получить хороший результат.
Стоимость оборудования и деталей:
Обработка парами ацетона.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Обработка парами ацетона.
Решил написать пост, тем самым отвечая на часто задаваемые вопросы клиентов, которые приобретали у меня «баню», и для тех, кто не может определиться с объёмом контейнера «бани» или хочет самостоятельно её сделать.
«Баня» состоит из контейнера, системы принудительного перемешивания паров ацетона и чаши-ТЭНа, нагревательного элемента для заправки ацетоном.
Это три мои «бани» на 2, 3 и 5 литров.
Это трехлитровая «баня».
Система принудительного перемешивания паров ацетона состоит из микродвигателя, подшипникового узла и вентилятора. Все детали, контактирующие с парами ацетона, нужно делать из ПЛА. Тот, кто владеет конструкторскими навыками, может сам сконструировать этот узел. Если у кого-то нет такой возможности или желания самому изготавливать «баню», то у меня можно купить как готовое изделие, так и набор деталей для самостоятельной сборки.
Время обработки зависит от тех же параметров, которые перечислены выше в абзаце «количество ацетона». Визуально процесс отслеживается через прозрачные стенки бокса, но основная трудность визуального контроля состоит в том, что окончание процесса химической обработки произойдёт после проветривания установки, спустя некоторое время. Это происходит из-за того, что поверхность детали, на которую воздействовали пары, становится вязкой текучей, и эта текучесть происходит до тех пор, пока в этом слое имеются активные элементы, насыщенные кетоны паров ацетона. Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе. Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны.
Далее я покажу разные изделия и режимы обработки.

Все выше представленные детали практически не подвергались механической обработке.
Далее покажу детали, поверхность которых полностью подвергалась механической обработке – зашкуриванию.
Какой должна быть деталь? Конструкция, толщина слоя печати, механическая обработка.
Толщина слоя печати влияет на окончательное качество, но не очень значительно. За счёт проникновения паров ацетона в микрощели межслойных зазоров происходит дополнительное спекание, склеивание слоёв, что упрочняет деталь, делает её более монолитной. Понятно, что при толщине слоя 0,1 мм микрозазоров будет больше, нежели при слое толщиной, к примеру, 0,2 мм. Значит, деталь со слоем 0,2 мм должна получиться более монолитной, если так можно выразиться, а деталь со слоем 0,1 мм более красивой. Наверное, слой 0,15 мм будет оптимальным и для монолитности, и для внешнего вида.
Механическая обработка деталей. В большинстве случаев напечатанным деталям требуется механическая обработка надфилями, наждачной бумагой или другим инструментом, например, насадками гравёра «Дремел». После мехобработки поверхность получается шероховатой и визуально светлее остального тела. Перед тем как такие детали помещать в ацетоновую баню, необходимо предварительно обработать ацетоном места, которые подвергались механической обработке. Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.
Спасибо за внимание, пишите комментарии, критика по делу принимается, если что-то не понятно спрашивайте.
Источник статьи: http://dom-srub-banya.ru/chto-takoe-atsetonovaya-banya/
Вот почему не стоит делать постобработку ABS ацетоном.
В интернете часто можно наткнуться на упоминания о том, как кто-то укрепляет распечатанные на 3D принтере детали поместив их в ацетоновую баню.
В теории.
В теории все кажется предельно простым и логичным — в парах ацетона ABS пластик начинает растворяться и слои как-бы дополнительно сплавляются между собой. На первый взгляд — все так и есть, деталь после обработки парами ацетона выглядит очень гладкой, даже глянцевой, а цвет её — яркий и насыщенный (если обработка была именно парами, а не напрямую ацетоном).
А на практике?
А вот на практике, результаты оказались неоднозначными. Ацетоновая баня снижает прочность распечатанных из ABS деталей, если нагрузка приходится поперек слоев и повышает прочность, если деталь пытаются разорвать вдоль слоев — такой вывод сделал YouTube-блогер Стефан, с канала CNC kitchen, проведя ряд тестов.
Методика и результаты:
Стефан распечатал уже знакомые по предыдущим тестам «крюки». Шесть штук для подвешивания груза вдоль слоев и шесть для нагрузки поперек слоев. Половину распечатанных деталей он обработал парами ацетона по проверенной технологии — деталь помещается в банку, по стенкам которой распределены бумажные салфетки пропитанные ацетоном и оставляется там на некоторое время.
После чего, детали помещались на специальный тестовый стенд, в котором растягивались до разрушения.
В случае с крюками, которые нагружались вдоль слоев, сглаживание ацетоном дало небольшой прирост прочности. Такие крюки выдержали среднюю нагрузку 19,5 кг., против 17,8 кг. у необработанных деталей.
При нагрузке поперек слоев, результат получился обратный. Необработанные детали выдержали в среднем 34,7 кг., в то время, как обработанные 28,7 кг.
Быть или не быть?
В обоих случаях разница в прочности оказалась не столь значительная. В местах разрушения деталей видно, что испарившийся ацетон проник не слишком глубоко в распечатку — заполнение осталось нетронутым и на его прочность обработка не повлияла. Пользоваться сглаживанием можно, а в случае, когда нагрузка приходится вдоль направления печати — даже рекомендуется.
С полной версией испытаний на английском языке можно ознакомиться на канале CNC kitchen:
Спасибо всем, кто дочитал статью до конца. А в особенности тем нескольким читателям, которые регулярно ставят мне лайки. Рад стараться для вас и дальше обозревать интересные новости из мира 3D печати. Если интересно, какие еще испытания проводил автор канала CNC kitchen — милости прошу .
Источник статьи: http://zen.yandex.ru/media/3dprint/vot-pochemu-ne-stoit-delat-postobrabotku-abs-acetonom-5d5305f0c49f2900ad4e8ec3