- Ацетоновая баня для pla пластика
- Лечение моделей ацетоновой баней и АБС- соком.
- Подпишитесь на автора
- Подпишитесь на автора
- Ацетоновая баня своими руками
- Подпишитесь на автора
- Ацетоновая баня V-1.0
- Подпишитесь на автора
- Обработка PLA- и ABS-распечаток
- Минимизируйте поддержки
- Обратите внимание на ваш материал
- Меры безопасности
- Постобработка ABS
- Вам понадобится:
- Для сглаживания распечатки:
- Постобработка PLA
Ацетоновая баня для pla пластика
Лечение моделей ацетоновой баней и АБС- соком.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Первые напечатанные мной модели были из PLA. Теперь решил всерьез заняться изучением печати AБС. У этого пластика много недостатков, но много и достоинств. Недостатки всем хорошо известны и описаны много раз на этом портале. К достоинствам можно отнести достаточную термостойкость в отличии от PLA, детали из которого могут покоробиться от летней жары. Еще одним достоинством АБС является небольшая цена. Третье достоинство — растворимость в ацетоне. Ацетон, несмотря на резкий неприятный запах, не является настолько же вредным веществом, как хлорметан и, тем более, хлорэтан, которые растворяют PLA. Главное, при занятиях с ацетоном, да и при печати АБС, организовать хорошую вытяжку.
Расскажу про свой опыт применения ацетона для доводки 3D печатных изделий из АБС. Давно хотел распечатать модель «Arsch mit Ohren». Не являюсь поклонником рубленых тел, но, эта модель мне очень нравится, здесь «обрезка» вполне уместна и помогает выразить замысел автора :).
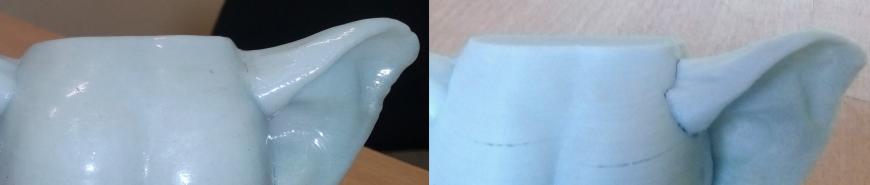
Печатать решил АБС. Деталь печаталась нормально, никаких трещин не возникало. Поскольку, 3D принтер стоит у меня на работе, ждать, когда он допечатает, не стал, ушел домой. На следующее утро обнаружил деталь с трещинами.

Возможно, горячая деталь слишком быстро остывала. Отопление еще не было включено, а ночью уже было холодно.
Решил «подлечить» деталь ацетоновой баней.

Мелкие трещины исчезли, но крупные остались.
Забегая вперед, скажу, что это была моя ошибка: вначале нужно было по максимуму исправить поверхность, а потом помещать в ацетоновую баню. В моем случае, несколько циклов ацетоновой бани с последующим «лечением» привели к образованию подтеков на ушах «Arsch mit Ohren».
Прежде чем описать технологию «лечения», расскажу об ацетоновой бане.
На портале есть несколько статей, как собрать установку для ацетоновой бани своими руками, например:
3D-модель «Элементы ацетоновой бани»Я не стал собирать такую установку, решив сначала попробовать сам процесс. Моя «установка» очень проста:
На дно пластмассового ведерка с крышкой наливается немного ацетона. Деталь ставится на подставку, так, чтобы уровень залитого ацетона был ниже подставки, чтобы деталь не касалась ацетона.

Ведерко закрывается крышкой. В крышке проделал отверстие (на всякий случай, может и не надо). Все это ставится на подогреваемый стол принтера и выдерживается в течении часа или больше (или меньше) при температуре около 60 градусов. При большей температуре на модели образуются пузыри, при меньшей, нужно больше времени.
Многие для этого используют 3D ручку. Я тоже так делал. Мне не понравилось. Нужен навык. Мой вариант — «АБС-сок».
Делается очень легко: отходы 3D печати АБС заливаются ацетоном и оставляются без доступа воздуха (чтобы ацетон не улетучился). Когда АБС полностью растворится, и раствор станет однородным, можно будет его использовать. «Сок» удобно наносить кисточкой. Лишний материал убираем или сглаживаем с помощью кисти с ацетоном (без сока).


Основа для посоха — кусок филамента. Его я намазал со всех сторон «соком» в несколько приемов. Почему в несколько? Дело в том, что АБС хорошо сохнет в малых объемах. Когда «сок» наложен густым слоем, испарение ацетона становится проблематичным. Поэтому, лучше наносить сок тонким слоем, который быстро затвердевает. Потом следующий слой и т.д.
Вот «Arsch mit Ohren» после того, как я замазал все трещины «соком» и провел окончательный сеанс «ацетоновой бани»:



Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Ацетоновая баня своими руками
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Наконец-то появилось немного времени и смог реализовать в жизнь давнюю идею, создание ацетоновой бани. Так как печатаю только из АБС, для дальнейшего развития мне данный девайс был необходим. Понимаю, что баня получилась не идеальная и не шибко красивая, ну и естественно местами кривоватая. Так как руководствовался тремя вещами: старался использовать то что было в наличии из материалов, чтобы процесс был менее трудоемкий и делаю не для продажи 🙂
Итак, что я использовал:
- Деревянная полка из Леруа Мурлон для корпуса
- Кулер Zalman ZM-F3 120*120*25 подаренный другом и лежащий без дела
- Переключатель и разъем питания
- Уплотнитель для дверей и окон, универсальный А-образный
- Аквариум купленный на авито размерами 270 на 270
- Две гвоздевые пластины подошедшие по размерам
- Прозрачный герметик из автомагазина (ацетону он не по зубам)
- Терморегулятор cts-1000 с али так же подаренный другом и ждущий своего момента
- Кусок жести для пола камеры
- Корпус из-под жесткого диска под емкость для ацетона
- Силиконовый нагреватель с али на 12 вольт
- Блок питания от старого компьютера, который питает нагреватель и кулер
- Уголки — 4 шт.
- Ножки — 4 шт. и всякий разный крепеж
- Энтузиазм — 1 шт.
Буду вспоминать процесс по памяти, так что скорее всего что-то упустил. А если учесть, что забывал фотографировать, то вообще . 🙂
Собрал корпус на уголках и одну стенку на деревянных бобышках. Приколотил к нему будущее дно камеры.

 Запаял отверстия в корпусе от жесткого диска (HDD), приклеил на дно силиконовый нагреватель. В получившуюся емкость для ацетона вкрутил 3 винта, запаяв головки винтов опять таки лучшим герметиком под названием припой. Ну и соответственно прикрутил эту ванну к дну камеры, предварительно сделав отверстия под винты и провод. Приклеил уплотнитель по контуру.
Запаял отверстия в корпусе от жесткого диска (HDD), приклеил на дно силиконовый нагреватель. В получившуюся емкость для ацетона вкрутил 3 винта, запаяв головки винтов опять таки лучшим герметиком под названием припой. Ну и соответственно прикрутил эту ванну к дну камеры, предварительно сделав отверстия под винты и провод. Приклеил уплотнитель по контуру.

 Обрезав очень аккуратно и нежно корпус кулера для лучшего обдува так же прикрепил его ко дну камеры, через замечательный силиконовый крепеж который шел в комплекте. Направление потока воздуха направил вниз, отбиваясь от дна камеры поток должен распространятся в стороны и вверх.
Обрезав очень аккуратно и нежно корпус кулера для лучшего обдува так же прикрепил его ко дну камеры, через замечательный силиконовый крепеж который шел в комплекте. Направление потока воздуха направил вниз, отбиваясь от дна камеры поток должен распространятся в стороны и вверх.

 Вставил датчик температуры который шел в комплекте с терморегулятором, просверлив сквозное отверстие в ванной и дне камеры. Запаял припоем для герметизации верх датчика.
Вставил датчик температуры который шел в комплекте с терморегулятором, просверлив сквозное отверстие в ванной и дне камеры. Запаял припоем для герметизации верх датчика.

 Так как в продаже гвоздевые пластины были максимум 300*125 пришлось купить 2 штуки и скрепить между собой клепками, обрезав по одному краю для получения квадрата 245 мм.. Просверлив отверстия в дне и пластинах прикрутил эту кривоватую, но милую конструкцию ко дну камеры.
Так как в продаже гвоздевые пластины были максимум 300*125 пришлось купить 2 штуки и скрепить между собой клепками, обрезав по одному краю для получения квадрата 245 мм.. Просверлив отверстия в дне и пластинах прикрутил эту кривоватую, но милую конструкцию ко дну камеры.
 Сделав вырезы в корпусе, вставил в них переключатель и разъем питания.
Сделав вырезы в корпусе, вставил в них переключатель и разъем питания.

Все элементы с отверстиями промазал изнутри герметиком.
 Изнутри корпуса прикрутил БП компьютера и терморегулятор настроенный на 53 градуса с дельтой 2 градуса. Поленился выносить на наружную стенку терморегулятор, объясним самому себе, что он не требует в дальнейшем настройки, лень победила. Прикрутил ножки. Скоммутировал провода и произвел первый запуск на предмет короткого замыкания 🙂
Изнутри корпуса прикрутил БП компьютера и терморегулятор настроенный на 53 градуса с дельтой 2 градуса. Поленился выносить на наружную стенку терморегулятор, объясним самому себе, что он не требует в дальнейшем настройки, лень победила. Прикрутил ножки. Скоммутировал провода и произвел первый запуск на предмет короткого замыкания 🙂
Для первого теста использовал. бабу, которая пылилась рядом с монитором и прямо требовала направленными в мою сторону сосками процедуру по омоложению кожи.
Не спеша налив ацетончика запер эту сударыню с 1 группой инвалидности в камеру. Выставил таймер в телефоне на 1 час, включил баню и понеслось.

 Мысли в слух по итогу
Мысли в слух по итогу
Результатом не очень доволен, хотя конечно это две совершенно разные детали, до и после. Когда строил баню, то волновался за два момента, распределение потока и герметизацию. И оба эти момента сработали. Герметизация оказалась плохая, нужно искать другой способ. Уплотнительных резинок валом всяких разных, но проблема в 90 градусных углах аквариума, буду искать решение. Как видно на итоговой детали верх обработан достаточно отлично, а вот низ не очень, так как поток воздуха был сверху вниз и кое какие выпирающие детали модели мешали потоку. Значит придется под гвоздевой пластиной с небольщим зазором ставить лист металла по ширине пластины, о чем я изначально думал, но естественно поленился. От меня и новой бабы всем спасибо и до скорых встреч! Тем кто не поленится и будет делать что-то подобное, могу посоветовать сделать ванну для ацетона на всю площадь камеры. Тогда при должной герметизации, ацетон будет стекать в эту ванну обратно, а не как у меня испарятся.
Ацетоновая баня V-1.0
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

ногих людей занимающихся #3d-печатью, волнует вопрос пост обработки. Если у вас уже есть 3d-принтер, но вы еще не освоили методы доведения детали или скульптуры ‘до ума’, то это пост для вас. Сегодня способ обработки парами ацетона #ABS пластика, кажется наиболее эффективным и быстрым. Поэтому я решил написать пост посвященный созданию ‘Ацетоновой бани-v1.0’.
1. герметичный контейнер (из полипропилена)
3. четыре маленьких болтика с шайбами и гайками.
4. силиконовый герметик.
5. Несколько деталей напечатанных на 3D-принтере пластиком(PLA) инертным к ацетону.
6. старый адаптер отчего угодно для подачи питания на вентилятор.
7. 3D-принтер:) у нас #3dup mini 2 преобретенный благодаря Александр Корнвейц и Евгений Кривошеев Сборка: Сверлим дырочки в контейнере по размерам, напечатанного крепления.
С помощью болтов и герметика, крепим напечатанный корпус для моторчика на боковой части контейнера.
Вставляем моторчик и припаиваем провод адаптера к плюсу и минусу моторчика, внутри надеваем на концевик вентилятор.
#Ацетоноваябаня готова! ( СМ ОПИСАНИЯ К ФОТОГРАФИЯМ!)
Обработка: Ставим контейнер на термоковрик или на разогретую до 80 градусов площадку #3dпринтера. В контейнер помещаем обрабатываемую деталь (желательно на металлическую поверхность). Кладем в контейнер маленькую тканевую тряпочку и наливаем на нее небольшое количество ацетона(5-10г). Включаем адаптер в розетку, и вентилятор начинает разгонять пары по контейнеру. Ставим таймер на 40-60 мин( В зависимости от размера). Если через 20 минут на стенках и крышке контейнера образуется испарина, значит все хорошо. Через 40 минут, аккуратно, вынимаем металическую поверхность вместе с деталью из контейнера. Делать это лучше всего на улице или в очень хорошо проветриваемом помещении, т.к. Ацетон в нагретом состоянии невероятно летуч!. Я открываю контейнер только на улице и не дышу первые 10 секунд. Ацетон очень быстро испаряется. Дальше детали нужно дать высохнуть. Не трогать деталь руками первые 2 часа, иначе останутся следы, т.к. поверхность будет очень мягкая. И вуаля, свершилась магия. Если все правильно сделали, получаете глянцевую идеально гладкую поверхность. Деталь также преобретает дополнительную прочность и товарный вид.
Источник статьи: http://dom-srub-banya.ru/atsetonovaya-banya-dlya-pla-plastika/
Обработка PLA- и ABS-распечаток
В идеальном мире 3D-распечатки всегда получаются такими, какими мы их задумывали. Но каждый обладатель 3D-принтера знает, что так не бывает и нередко из получившегося объекта приходится удалять незаметные подпорки и делать так, чтобы поверхность выглядела более гладкой. У нас есть несколько хитростей, которые помогут в этой борьбе с подпорками и лишним материалом при постобработке 3D-распечаток из PLA и ABS пластиков.
 Объекты, обработанные парами ацетона.
Объекты, обработанные парами ацетона.
Минимизируйте поддержки
Самое первое, с чем нужно считаться при работе с поддержками при печати, — это ваша программа-слайсер. Когда вы ее настраиваете на конкретную распечатку, вы должны обратить внимание на преимущественное направление подпорок и стараться такого направления избегать. Ваша цель — минимизировать количество подпорок и, следовательно, работы, которая потребуется при постобработке PLA- и ABS-распечаток.
Обратите внимание на ваш материал
То, как вы будете обрабатывать 3D-распечатки, зависит от материала, из которого они выполнены, поэтому следующие действия определяются выбранным вами материалом. При планировании 3D-печати весьма важно учитывать особенности материала, потому что методы работы с разными материалами – разные, от материала (PLA, ABS или чего-то другого) зависит и время обработки, и инструменты.
Меры безопасности
Важно отметить, что, хотя оба химических вещества для полировки можно использовать в домашних условиях, они относительно токсичны. Поэтому при работе с этими веществами следует проявлять осторожность. Речь идет о том, что помещение должно быть хорошо проветриваемым, а на руках у вас – перчатки. Причем перчатки должны быть не из латекса (хорошо подойдут нитриловые или неопреновые.

Важно также обратить внимание на то, что не предполагается, что подвергнутые постобработке данным методом объекты из PLA и ABS могут в дальнейшем соприкасаться с пищей и их могут брать в руки и в рот маленькие дети: такие объекты, даже совсем небольшие, проглатывать опасно.
Постобработка ABS
Наиболее простой и эффективный способ сгладить пластик ABS – задействовать пары ацетона.

Вам понадобится:
- Бумажные салфетки
- Ацетон
- Фольга
- Герметичный контейнер
Для сглаживания распечатки:
- Удалите с распечатки как можно больше излишков материала.
- Выстелите бумажными салфетками все четыре стороны пластикового контейнера.
- В хорошо вентилируемом помещении капните небольшое количество ацетона на дно контейнера, покрыв дно фольгой.
- Поместите вашу 3D-распечатку в контейнер и дайте ей там постоять несколько часов – пока она не станет достаточно гладкой.
- Извлеките распечатку и дайте ей постоять несколько минут на воздухе, чтобы испарились остатки ацетона.
- Теперь распечатка отполирована и готова!
Постобработка PLA
Для объектов из PLA — вместо ацетона в случае ABS — хорошим вариантом является полировка Дихлорметаном (хлористый метилен, ДХМ). Этот растворитель одинаково хорошо растворяет как ABS, так и PLA
Источник статьи: http://3dpt.ru/blogs/blog/postobrabotka-abs-pla